
На сегодняшний день порошковая краска является лидером среди материалов, используемых в малярных работах. Даный вид покрытия широко примененяется в таких отраслях как строительство, автомобильная промышленность, производство бытовой техники, мебельное производство и многих других.
Как уже понятно из названия, порошковая краска - это полимерный порошок, представляющий собой смесь твердых частиц пигментов, пленкообразующих смол, отвердителей, пластификаторов, наполнителей и специальных добавок. В отличие от давно известныхвсем обычных жидких красок, переносимых через испаряющийся растворитель, порошковое покрытие наносится электростатически, а затем расплавляется и отверждается под воздействием высокой температуры или ультрафиолета. Покрытие получается более твёрдым, прочным, износостойким, чем обычное лакокрасочное покрытие.
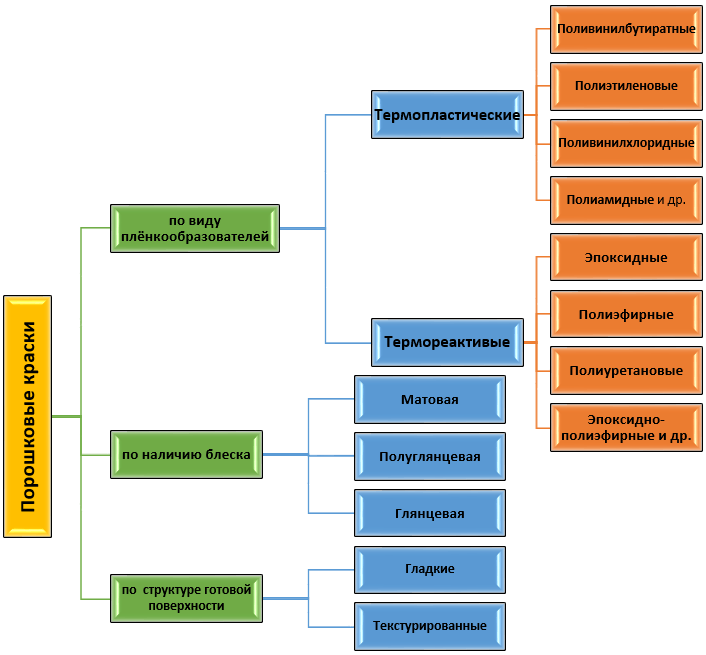
Многокомпонентный сотсав порошковых красок обуславливает существование большого количества различных типов покрытий, отличающихся по свойстам и области применения.
Технологический процесс порошковой покраски включает в себя три основных этапа:
 Один из самых важных и трудоемких этапов порошковой покраски - это подготовка поверхности для дальнейшего нанесения краски. Подгатавливаемую поверхность необходимо полностью очистить от ржавчины и прочих загрязнений, обезжирить, поскольку при наличии даже мельчайших следов загрязнений покрытие просто осыплется.
Один из самых важных и трудоемких этапов порошковой покраски - это подготовка поверхности для дальнейшего нанесения краски. Подгатавливаемую поверхность необходимо полностью очистить от ржавчины и прочих загрязнений, обезжирить, поскольку при наличии даже мельчайших следов загрязнений покрытие просто осыплется.
Нанесение порошкового покрытия на окрашиваемую поверхность одним из способов: с помощью электростатическое распыление или при помощи, так называемого, «кипящего слоя». Оба способа предусматривают придание электростатического заряда частицам краски, что обеспечивает ее равномерное напыление и удержание на поверхности заготовки. Электростатическое распыление производится специальным пистолетом в покрасочной камере, в системе вентиляции которой имеются улавливатели порошка для его повторного использования. При использовании способа нанисения краски в "кипящем слое" за счет равномерной продувки воздухом красящий порошок находится в псевдожидком состоянии. Краска наносится на поверхность детали путём окунания детали в ёмкость с псевдоожиженным порошком.
"Запекание" (полимеризация) краски, то есть нагрев загатовки в печи полимеризации до температур плавления, соответствующих типу используемой краски. В результате нагревания порошок оплавляется, полимеризуется и покрытие приобретает необходимые защитные и декоративные свойства. Окончательно формирование покрытия происходит при остывании изделия. В зависимости от вида красителя применяют быстрое или медленное охлаждение.
Как и любой вид покрытия порошковые краски имеют ряд преимуществ и недостатков.
К основным преимуществам можно отнести:
- экологичность, поскольку в составе данного типа ЛКП не содержится растворитель;
- создание прочного износостойкого покрытия, обладающего высокими антикоррозионными, электроизоляционными качествами, а также превосходным сохранением цвета;
- экономный расход, достигаемый за счет рекуперации (возврата в технологический процесс) неприставшего к поверхности порошка;
- простота использования, таа как, в отличие от жидких красок, не нужно контролировать оптимальную вязкость, а также облегчается процесс очистки используемого оборудования;
- высокая скорость процесса окрашивания.
Однако, существуют и некоторые недостатки использования порошковой покраски, такие как: потребности использования в технологическом процессе специализированного оборудования; нецелесообразность применения порошковой покраски в еденичном мелкоштучном производстве; невозможность коллеровки.